Jednou z frekventovaných a zradných otázok pri navrhovaní „pull“ systému výroby, je určenie, koľko Kanban kariet použiť v tomto systéme. Existujú 2 možné prístupy. Prvý prístup využíva vzorec na výpočet potrebných Kanban kariet. Kvôli dĺžke tohto procesu som rozčlenil tento príspevok na 2 časti. Alternatívou k tomuto prístupu je odhad počtu potrebných Kanban kariet a prispôsobiť systém za jeho chodu (ako si ukážeme v 3. príspevku).
(Přeloženo z originálu “How Many Kanbans? – The Kanban Formula, Part 1”, autorem je Christoph Roser na blogu www.allaboutlean.com)
Princípy výpočtov počtu Kanban kariet
Počet Kanban kariet definuje výkon „pull“ systému. Pokiaľ ich použijete príliš málo, budete mať neustále problémy s prerušeniami výroby, oneskorenými dodávkami alebo nezamestnanými pracovníkmi, prípadne procesmi. Pokiaľ ich ale použijete príliš mnoho, plytváte priestorom a peniazmi pre zásoby. Samozrejme, pokiaľ si máte vybrať medzi nezamestnanými pracovníkmi/ zmeškanými dodávkami alebo medzi dvoma súčiastkami vo výrobe naviac, vybral by som si druhú možnosť. Práve preto pri výpočtoch je nutné pri váhaní o počtoch kariet, zvoliť radšej viac kariet.
Faktory ovplyvňujúce výpočet
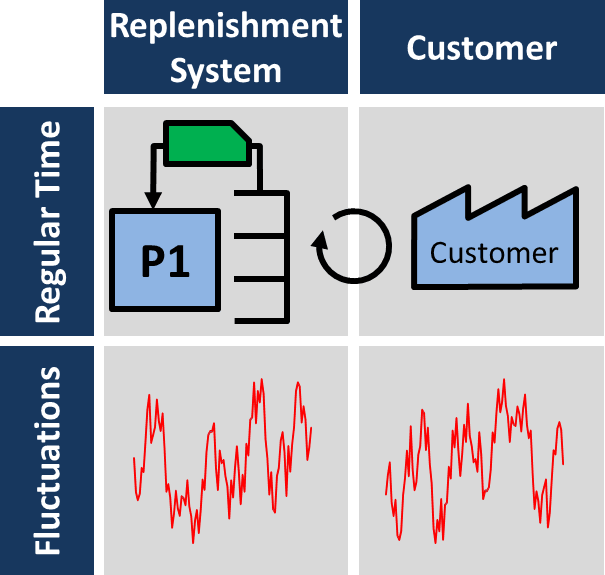
Vo všeobecnosti existuje 5 faktorov, ktoré určujú počet Kanban kariet v systéme. Prvé štyri sú logické a sú vysvetlené na obrázku nižšie. Piaty faktor už tak moc logický nie je, ale je nutný, aby systém fungoval ľahko. Medzi týchto 5 faktorov, v poradí akom sú zobrazené nižšie, patrí:
- Pravidelný čas objednávok zákazníka – koľko dielov zákazník potrebuje v určitom časovom období?
- Pravidelný čas systému dopĺňania – ako dlho trvá doplnenie produktu vo vašej produkcii alebo zásobovacom systéme?
- Fluktuácie systému dopĺňania – keď sa vyskytnú problémy v doplňovacom systéme, aké problémy chceme pokryť?
- Fluktuácie zákazníka – keď si zákazník objedná väčšie, alebo približne rovnaké množstvo ale menej často, ktorú fluktuáciu chceme pokryť?
- Bezpečnostná rezerva – nechceme pridať dodatočné Kanban karty, aby sa tak personál cítil pohodlnejšie so systémom?
Prvé dva faktory budú nižšie vysvetlené podrobnejšie. Ďalšie tri budú opísané v druhej časti o výpočtoch Kanban kariet.
Samozrejme, zásadným predpokladom pre výpočty Kanban kariet je, že systém môže doručiť diely skôr, než ich zákazník potrebuje. Pokiaľ je váš systém príliš pomalý, žiadny počet Kanban kariet nezvýši vašu schopnosť dodať potrebné diely včas. Druhým predpokladom je, že suroviny sú v systéme Kanban vždy k dispozícii.
Presnosť výpočtu počtu Kanban kariet
Vzorec na výpočet počtu Kanban kariet, výpočet Kanban kariet…. znie to ako fyzika alebo veda, všetko znie tak precízne, presne. Ale nechajte ma vám to vysvetliť v jednom bode – Nie je to presné! Výpočet počtu Kanban kariet nie je nič iné len hrubý odhad, využívajúci mnohé domnienky. Trošku odlišnou, no rovnako správnou domnienkou môžete zmeniť výsledok až o 30% alebo viac. Ukážem vám príklady domnienok a ich efekty na príkladoch nižšie, aby ste si mohli lepšie predstaviť úroveň precíznosti výpočtu počtu Kanban kariet.
Výpočet počtu Kanban kariet – Časť 1
Trošku nižšie sú uvedené matematické výpočty (odhady!) na určenie počtu Kanban kariet. Dôležité: musíte previesť výpočty zvlášť pre každý produkt, ktorý chcete dať na váš Kanban sklad! Nepočítajte to len jedným výpočtom pre všetky vaše typy produktov a potom rozdeľte Kanban karty podľa množstva typov jednotlivých produktov. Nebude to fungovať!
1. Pravidelný čas objednávky zákazníka – takt zákazníka
Požiadavky na váš Kanban systém sú určené podľa dopytu zákazníka. Priemerný čas medzi objednávkami zákazníka je základom pre konvertovanie oneskorení v systéme na nutné Kanban karty. Potrebujeme tzv. takt zákazníka (kde takt pochádza z nemčiny a znamená pulz alebo načasovanie). Pokiaľ máte viacero Kanban slučiek v jednej sekvencii, vždy berte v úvahu finálneho zákazníka systému a nie len dopyt na ďalšej slučke.
Na výpočet taktu zákazníka sa budete musieť ako prvé rozhodnúť, aký časový úsek budete skúmať. Toto môže byť napríklad týždeň alebo mesiac. Potom musíte určiť počet pracovných hodín vášho systému v tomto časovom úseku. Ďalej musíte určiť celkový počet dodaných dielov zákazníkovi v budúcom období za stanovený časový úsek (napr. mesiac). Takt zákazníka je tak určený ako celkový dostupný pracovný čas vášho systému delený celkovým dopytom zákazníka za dané časové obdobie. Tento vzťah určuje priemernú dobu dopytu po jednom produkte (teda váš takt zákazníka).
Napríklad, povedzme, že ste sa rozhodli, že sa chcete pozrieť na nadchádzajúce 4 týždne. Počas týchto 4 týždňov pracujete 5 dní za týždeň, na 2 pracovné zmeny, pričom každá trvá 7 hodín. To znamená, že máte dostupných 280 pracovných hodín na nadchádzajúce 4 pracovné týždne, resp. 1 008 000 sekúnd (4 týždne x 5 dní x 2 zmeny x 7 hodín). Odhadujete, že váš budúci dopyt zo strany vášho zákazníka na ďalšie 4 týždne je 36 000 dielov. Keď podelíte 1 008 000 sekúnd 36 000 dielmi, získate takt zákazníka 28 sekúnd na diel. Z toho vyplýva, že priemerne každých 28 sekúnd si váš zákazník objedná jeden diel.
Ako som spomenul už vyššie, jedná sa o veľmi hrubý odhad. Už tu máme nejaké nejasnosti a pochybnosti. Bude naozaj váš systém pracovať 280 hodín alebo bude sa medzitým konať aj nejaká schôdza, štrajk, nadčasy, pracovné voľno alebo nejaké iné prerušenie? Taktiež čo sa týka dopytu vášho zákazníka, objedná si naozaj 36 000 dielov? Nebude to viac, pretože váš zákazník už nemá žiadne na sklade, prípadne menej, pretože dopyt klesá? Všetko sú to nejasnosti. Moja radia je, veľmi dobre zvážiť vaše odhady, ale nikdy ich nepreceňte.
2. Pravidelný čas systému dopĺňania – čas dopĺňania
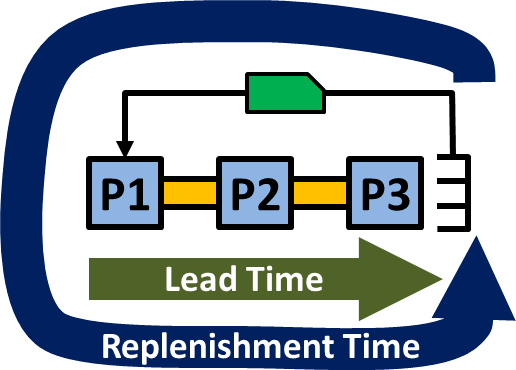
Teraz sa pozrime na čas potrebný na to, aby jedna Karta uplynula celým Kanban cyklom. Keď je diel vybraný zo supermarketu, Kanban karta je preposlaná naspäť na doplnenie tovaru. Čas, ktorý uplynie medzi tým, ako Kanban karta opustí supermarket a vrát sa zase späť do supermarketu prichytená na hotovom dielu, nazývame časom dopĺňania. Pre naše výpočty, tento čas je potrebný pre určenie počtu Kanban kariet na zásobovanie zákazníka, kým je supermarket dopĺňaný.
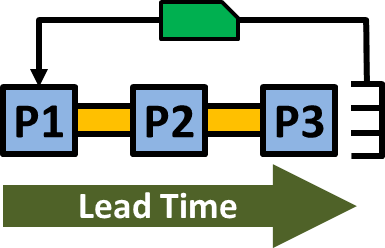
Dôležitou časťou tohto času dopĺňania je čas od začiatku aktuálneho prvotného procesu až pokým sa karta nevráti späť do supermarketu. Tento čas je taktiež nazývaným ako „lead time“. Pre jednoduchšie pochopenie, začneme naše výpočty určením tohto času (napr. čas materiálového toku).
„Lead time“
Tento celkový čas zákazky sa počíta priamo použitím Littleovho zákona. Littleov zákon, pomenovaný podľa svojho objaviteľa, Johna Littla, určuje (pre naše účely) „lead time“ založený na počte dielov v systéme a rýchlosti dielov, akou ho opúšťajú.
Pre lepšie pochopenie uvediem jednoduchý príklad. Máte zásoby 100 dielov a prechodový výkon stanovuje, že 10 dielov opúšťa linku každú hodinu, potom celkový „lead time“ je 10 hodín (100 dielov delených 10 dielmi za hodinu). Dobrým príkladom je čakanie v rade v obchode. Pokiaľ je v rade 10 ľudí pred vami a pokladňa odbaví 2 ľudí za minútu, tak musíte počkať 5 minút.
Zákon je široko uplatniteľný a celkom presný. Nanešťastie, nepresnosť vychádza zo zberu dát, ktoré pridávajú aj nepresnosť do nášho veľmi hrubého odhadu. Aké čísla použiť pre vaše diely? Samozrejme, môžete si ich spočítať hneď, ale budú stále platné aj zajtra? S rešpektom k výpočtom Kanban kariet, prikláňam sa k viac konzervatívnemu prístupu. Zoberte si maximálne množstvo dielov, ktoré dokážete vyrobiť s maximálnym vyťažením strojov, zariadení a všetkých kapacít. Môže to nastať, ale nemusí, no stále chcete, aby váš Kanban systém fungoval, pokiaľ by táto situácia nastala.
Po druhé, ako rýchlo opúšťajú vaše diely systém? Znovu by ste mohli použiť rozdielne čísla. Mohli by ste použiť obrátenú hodnotu vášho najpomalšieho cyklového času, prípadne dlhodobý prechodový výkon atď. Ja zvyčajne využívam termíny ako „dlhodobý priemerný prechodový výkon“ alebo „obrátená hodnota zákazníckeho taktu“. Takto som zahrnul taktiež fluktuácie a straty v systéme.
Navyše nesmieme zabúdať na časy výmen. Pokiaľ príde Kanban karta pri prvom procese a musí čakať na zoradenie (výmenu) v tomto procese, potom musí byť taktiež pridaný čas do „lead time“. Ak pri viacerých procesoch (paralelných alebo sériových) dochádza k výmene, musíte si dávať v nich pozor na prekrytie časov. Ako sa zmení „lead time“ v celkovej výške v závislosti na časoch výmen?
Samozrejme, pokiaľ váš „lead time“ zahŕňa napr. čas dodania, musíte to taktiež zahrnúť do výpočtu. Napr., keď vaša Kanban slučka zahŕňa čas dodania z Číny, potom to lodi trvá, povedzme 2 mesiace, bez ohľadu na to, koľko dielov sa na lodi nachádza. V tomto prípade, „lead time“ bude teda 2 mesiace.
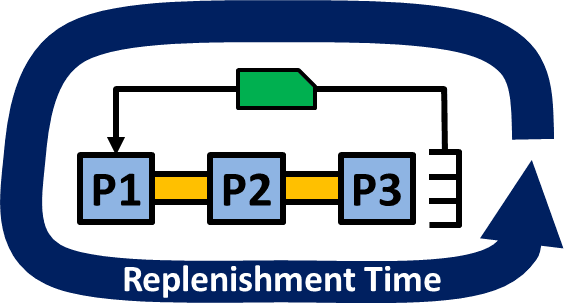
Čas dopĺňania
Čas dopĺňania teraz pozostáva z „lead time“ materiálového toku a času pre informačný tok. Keďže sme už spočítali (odhadli!) „lead time“, môžeme jedine určiť čas, ktorý uplynie, keď karta urazí od supermarketu po začiatok produkcie.
Prvá časť znázorňuje čas, kedy Kanban karta čaká v supermarkete po tom, čo bol diel vybraný, a taktiež fyzický pohyb Kanban karty. Napr. pokiaľ team leader prinesie každú hodinu zo schránky Kanban karty zo supermarketu do výroby, bol by priemerný čas čakania Kanban karty v supermarkete 30 min. Avšak, karty môžu čakať až hodinu pokiaľ by diel bol vybraný zo supermarketu hneď po tom, ako team leader zozbieral tieto karty. Preto považujeme čas medzi vyzdvihnutím, časom čakania v supermarkete.
Po druhé, veľkosť výrobnej dávky nemusí byť spojená len s jednou Kanban kartou. Napr. pokiaľ produkcia výrobnej dávky začne s použitím viacerých Kanban kariet, tak prvá karta musí čakať na tie ostatné až kým nie je dokončená celá výrobná dávka a až potom môže pokračovať ďalej. Kým je priemerný čas čakania kratší, potom maximálny čas čakania je udaný počtom Kanban kariet na výrobnú dávku mínus jeden. Využitím konzervatívneho prístupu, berieme v úvahu maximálny čas čakania. Pokiaľ je vaša výrobná dávka rovná 10 kusom, čakací čas je potom rovný 9 Kanban kariet; keď 25 ks tak 24 Kanban kariet atď. Mohli by sme prekonvertovať počet kariet do času čakania, ale neskôr budeme zase chcieť prekonvertovať čas na Kanban karty. Preto meriame čas v Kanban kartách, aby sme na konci mohli spraviť ich celkový súčet.
Za posledné, výrobná dávka nemusí byť spracovaná ihneď. Už teraz môžu čakať iné dávky na spracovanie predtým, než sa Kanban karta v najnovšej dávke dostane do pohybu. Tento proces tvorí väčšinu času dopĺňania. Nanešťastie, toto je taktiež veľmi ťažké odhadnúť. Ako som zdôraznil vyššie, výpočet počtu Kanban kariet je len hrubý odhad. Táto časť je hlavným ťahúňom v podmienkach nepresnosti. Čas čakania pre iné dávky môže rôzne fluktuovať. Čo ja zvyčajne robím je, že sa domnievam, že pred „High Runners“ (najviac vyrábané výrobky) zvyčajne čaká iná výrobná dávka na spracovanie.
Napr. predpokladáme máme 10 rôznych typov produktov, 5 z nich sú „High Runners“ a každý z nich je vyrábaný v dávkach po 4. V tomto prípade, posledná dávka môže čakať na 4 iné dávky o veľkosti 16 Kanban kariet (pokiaľ je to tiež „High Runners“) alebo 5 ďalších výrobných dávok reprezentujúcich 20 Kanban kariet (pokiaľ sú to časti, nie tak často vyrábané). Ale znova je to najhrubší z hrubých odhadov. +/- 30 % závisí od našich predpokladov. Určenie ďalších faktorov (takt objednávky zákazníkom, čas medzivýroby, ….) s vysokou presnosťou je plytvaním, pretože odhad vyvracia všetku presnosť. Je takmer nemožné dostať presné údaje, ale nemôžete to ignorovať, pretože to je dôležitou súčasťou Kanban slučky.
Ako u vyššie uvedených výrobných dávok, čas čakania pre ďalšie dávky môže byť vyjadrený v Kanban kartách, ktoré môžeme spätne konvertovať na časové jednotky. Avšak, preferujem ponechať jednotky v Kanban kartách.
V druhom príspevku o výpočte počtu Kanban kariet, opíšem spôsob, ako zahrnúť fluktuácie ako nášho systému, tak aj systému na strane zákazníka, predtým, než realizujeme výpočet a určíme bezpečnostné rezervy. V poslednom príspevku opíšem rozličné prístupy využitia odhadu pri stanovení počtu Kanban kariet, ako aj udržiavania ich počtu.
Přeloženo z příspěvku: How Many Kanbans? – The Kanban Formula, Part 1
Autor: Prof. Dr. Christoph Roser
Přeložil: Michal Londák