Copacabana je velmi krásnou pláží v Rio de Janeiro. Oproti tomu COBACABANA (Control of Balance by Card Based Navigation) je přístup k řízení výroby založený na řízení vyváženosti/rovnováhy výrobního systému pomocí navigace na bázi karet. Jedná se o přístup k řízení vytíženosti pomocí papírových karet. A jelikož se používá větší množství papírových karet, tak je ve skutečnosti tato metoda trošku složitější. Podíváme se tedy na to, jak to funguje.
COBACABANA byla vyvinuta Martinem Landem a vylepšena Matthiasem Thürerem. Cílem je pomoci s řízením výrobního procesu tak, aby dílčí procesy a operace byly udržovány v chodu a současně nedocházelo k přetěžování nebo nečinnostem. Jedná se o dost složitý úkol, který se mnozí pokusili splnit, ale jen málokdo uspěl. Navíc to funguje pouze pomocí papírových karet, takže ve výsledku se jedná o dost složitou a komplexní metodu.
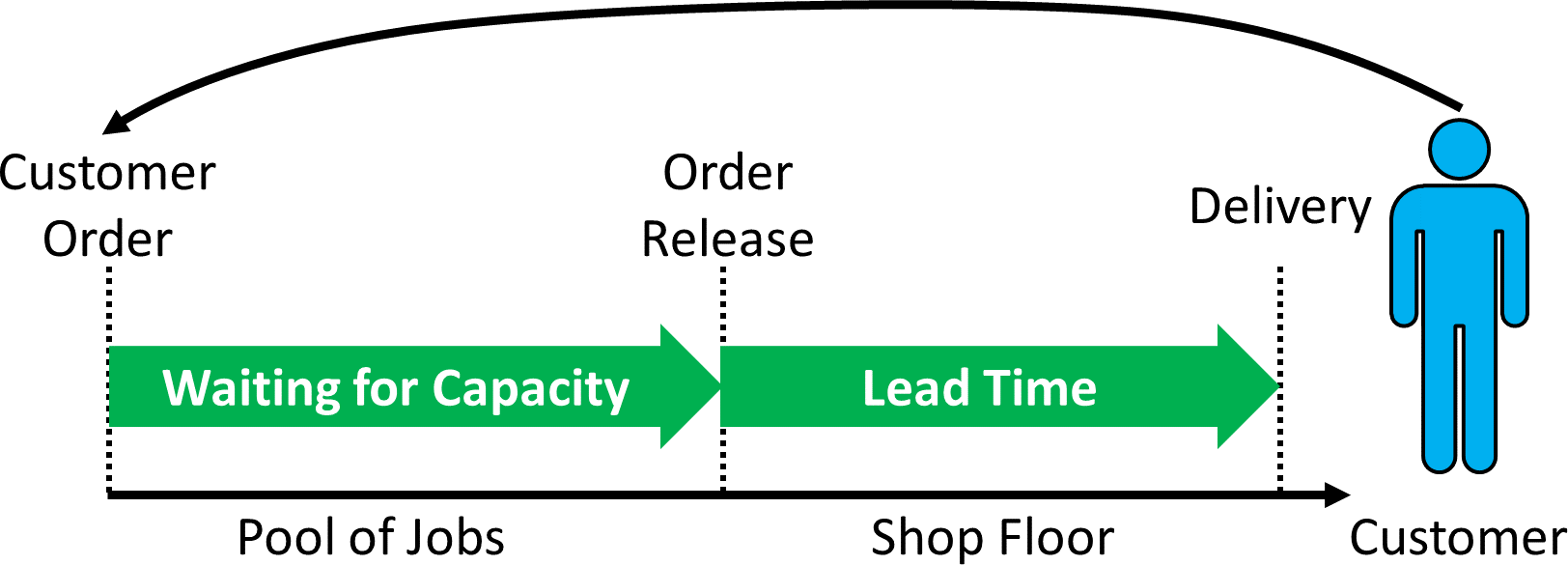
COBACABANA rozděluje tok zakázky do dvou hlavních částí. Když přijde objednávka od zákazníka (nebo když už je přijata), zařadí se nejprve do zásobníku otevřených zakázek, které čekají na výrobní kapacitu. Jakmile je zakázka uvolněna do výroby, zakázka prochází výrobou, což je druhá část. Klasický tlakový systém by jednoduše hned uvolnil všechny otevřené zakázky do výroby. Tahový systém však řídí a omezuje množství práce v rámci výroby. COBACABANA je tahový systém, protože uvolňuje zakázky do výroby pouze v případě, že je k dispozici volná výrobní kapacita.
Uvolnění zakázky ze zásobníku otevřených zakázek
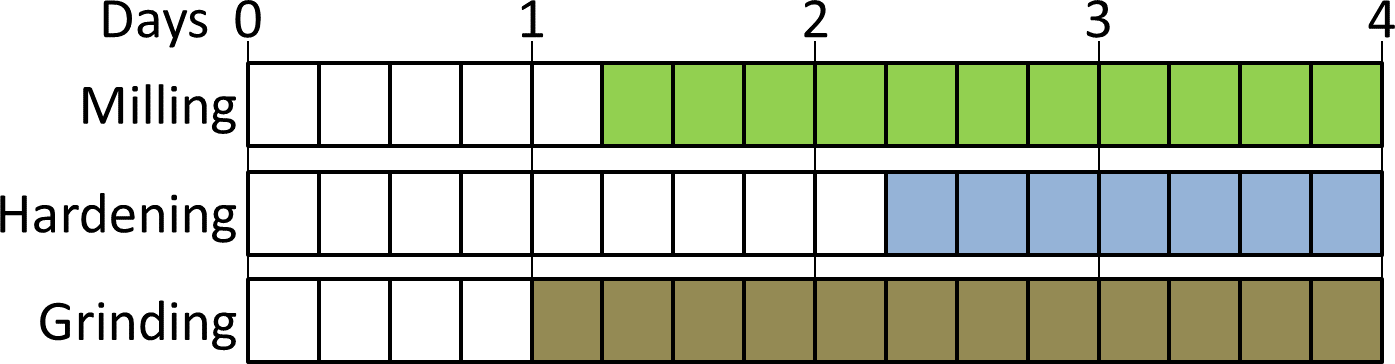
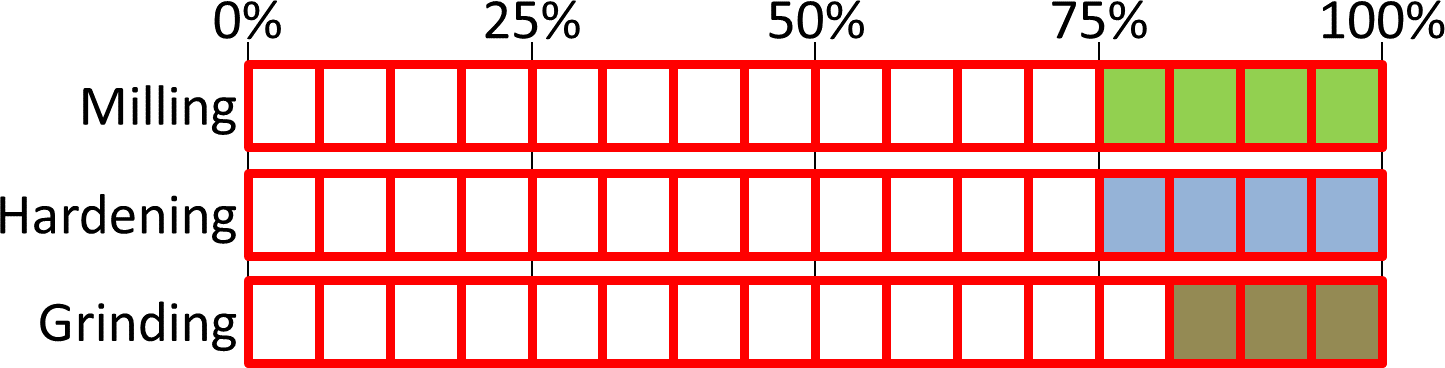
Zákazník si objedná nějakou položku. Tato položka musí být v rámci výrobního procesu zpracována na různých strojích v celém výrobním systému. Pro každou objednávku se odhadne doba potřebná ke zpracování a to pro každý stroj. Předpokládejme, že v tomto případě bude potřeba šest hodin frézování, osm hodin kalení a čtyři hodiny broušení. Než bude objednávka zpracována v rámci výroby, nejprve přijde do zásobníku otevřených zakázek. Pro udržení přehledu o vytíženosti má každý proces sadu přejímacích karet představujících určitou vytíženost, jak je uvedeno níže. V našem případě každá přejímací karta představuje dvě hodiny práce. V zásobníku jsou již zakázky, které odpovídají deseti hodinám frézování, osmnácti hodinám kalení a osmi hodinám broušení. Pro snazší vizualizaci má každý proces svou vlastní barvu.
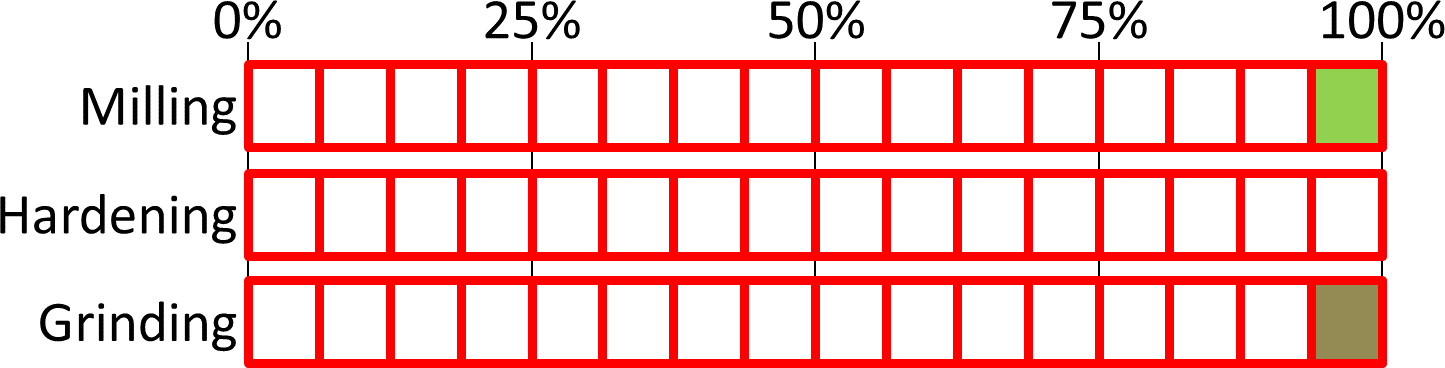
S novou zakázkou potřebujeme dalších šest hodin frézování, osm hodin kalení a čtyři hodiny broušení. V rámci frézování tedy odebereme tři karty (šest hodin) a dále čtyři karty (osm hodin) z kalení a dvě karty (čtyři hodiny) z broušení. Těchto devět přejímacích karet je připojeno k otevřené zakázce v zásobníku otevřených zakázek.
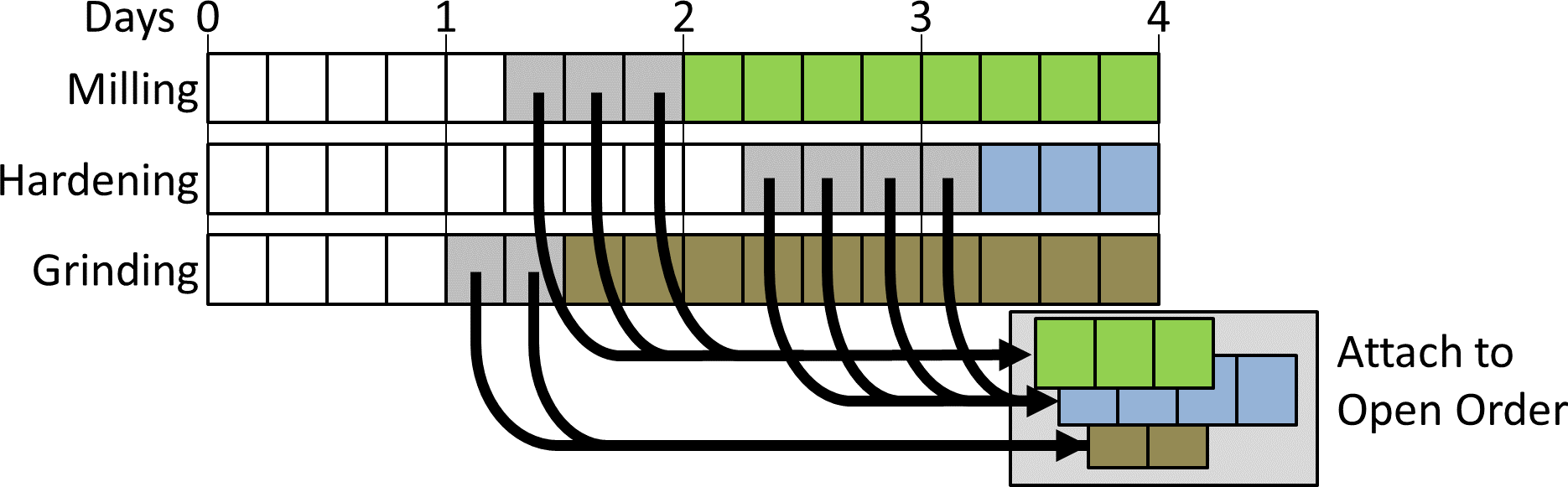
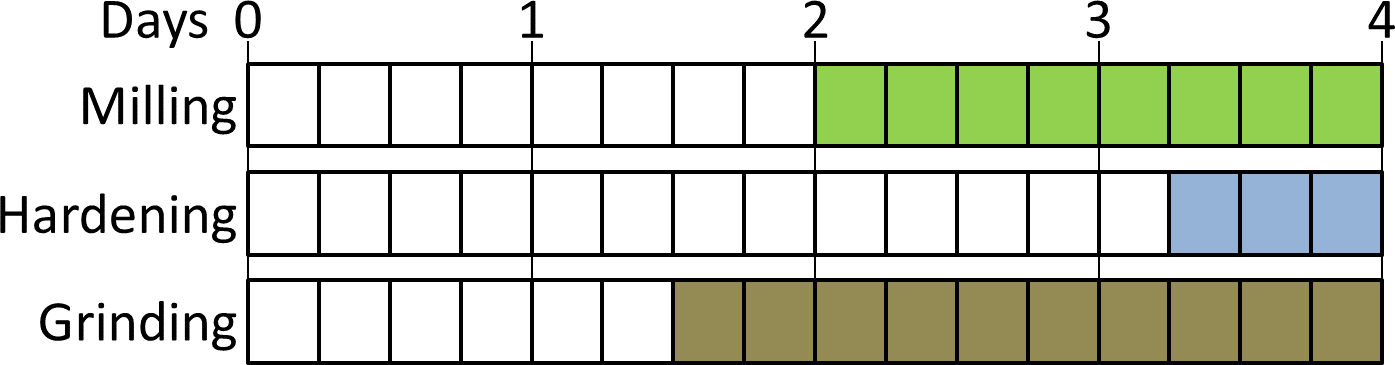
Poté by přehled vytíženosti vypadal jako na obrázku níže. Osoba, která jej spravuje, musí mít vždy dobrý přehled o zakázkách, které již byly naplánovány, ale dosud nebyly uvolněny do výroby.
Uvolnění zakázek
Obdobný princip funguje i v rámci uvolňování do výroby. Základem každého tahového systému je omezování práce ve výrobním systému. Většina tahových systémů pouze počítá počet zakázek. COBACABANA však skutečně měří vytíženost. Je to dost podobné jako v případě zásobníku otevřených zakázek výše, akorát v tomto případě je k dispozici pevný počet karet. Tyto karty se označují jako uvolňovací. Celkový počet karet představuje maximální množství práce, kterou můžete současně obsadit systém. Na příkladu níže každá karta představuje určité množství práce. Pro zjednodušení předpokládám, že každá karta je ekvivalentem dvouhodinové práce (i když původní autor navrhl 1 % požadovaného maximálního pracovního vytížení – v takovém případě byste skončili se sto kartami na jednu pracovní stanici).
Při uvolnění zakázky do výroby ze zásobníku otevřených zakázek se přejímací karty vracejí z dané zakázky zpět. Uvolňovací karty jsou vyjmuty ze zásobníku a připojeny k otevřené zakázce. K tomu však musíte mít dostatek uvolňovacích karet pro uvolnění zakázky do výroby, protože jinak nemůže být zakázka uvolněna a musí čekat v zásobníku otevřených zakázek. Zakázky jsou uvolňovány podle plánovaného data jejich uvolnění, s nadějí, že nejnaléhavější zakázka bude zrovna ta příští.

V našem případě jsme měli tak akorát dost karet, aby zakázka mohla být uvolněna do výroby, jak je vyobrazeno níže. I zde platí, že je nutno mít vždy dobrý přehled o aktuálním vytížení každé stanice, ovšem třeba i za cenu velkého množství karet.
Jakmile je zakázka dokončena, uvolňovací karty se vrátí do zásobníku uvolňovacích karet a budou k dispozici pro další zakázky, které mají být uvolněny.
Vylepšení
Vzhledem k tomu, že metoda byla původně představena v roce 2009, byla od té doby trochu upravena. A i když má stejný název, můžeme ji označovat jako COBACABANA 2.0 (nebo dokonce 3.0).
Aby se zabránilo velkému počtu karet pro různé zakázky, doporučuje se místo toho používat pouze jednu kartu na jednu zakázku a jednu pracovní stanici, jejíž velikost představuje vytížení. Tím se značně snižuje počet karet, ale musíte mít různé velikosti karet pro každý rozsah práce. Proto se doporučují karty v různých standardních velikostech. Jak se zdá, tak tři velikosti (malé, střední, velké) jsou dostatečně vhodné z hlediska přesnosti. Jednoduše si vyberete kartu, jejíž velikost odpovídá danému pracovnímu vytížení.
Je možné přidat další karty pro jednotlivé otevřené zakázky. Tyto nové přejímací karty jsou umisťovány u obchodníků, aby na základě velikosti zásoby přejímacích karet věděli, jak dlouho bude trvat, než se další nová zakázka dostane do výroby. Další novou kartou je karta operační, která se přidává k uvolňovacím kartám. Uvolňovací karta je upravena na adekvátní velikost dle vytíženosti a zůstává u plánovače, který na základě velikosti zásoby uvolňovacích karet ví, jaká je vytíženost. Nové zakázky se uvolňují pouze v případě, že je v zásobníku dostatek místa. Operační karta putuje se zakázkou do výrobního procesu. Po dokončení se operační karta vrátí k plánovači, který pak odebere uvolňovací karty na základě dokončené zakázky, aby byly k dispozici pro další otevřené zakázky.
Shrnutí
Celkově se tento přístup jeví jako teoretický. Mám pocit, že ve světě zatím neexistuje žádný příklad výhodnosti jeho aplikace, a že ne všechny problémy byly plně vyladěny. Ještě existuje dost věcí, které lze změnit. Jako problém vidím počet karet a celkovou složitost tohoto přístupu, i když podle mého názoru prostě neexistují žádná dobrá a současně snadná řešení pro řízení zakázkové výroby. Líbí se mi však zaměření na čistě papírový systém bez jakéhokoliv ERP systému, kterému většina lidí opravdu nerozumí. V tomto aspektu je COBACABANA zcela unikátní. Jedná se o jedinou čistě papírovou metodu, která řídí pracovní vytížení ve výrobě. V každém případě se zdá, že toto téma bude mít ještě pokračování a možná v budoucnu bude k dispozici více aktualizací a změn, aby byl systém jednodušší. Teď již můžete jít, využívejte metody jako Kanban, CONWIP nebo POLCA a zlepšujte vaše procesy!
Přeloženo z příspěvku: Production Control with COBACABANA
Autor: Prof. Dr. Christoph Roser
Přeložil: Pavel Ondra