Původně jsem chtěl napsat další příspěvek na detailnější objasnění CONWIPu, ale jak už se stává, tak jeden příspěvek nestačí a rychle se to rozroste na několik příspěvků různých sérií. V minulém příspěvku jsem začal se základními informacemi o CONWIP systému. Kromě toho se ale v této oblasti nabízí i mnoho často kladených otázek, jejichž zodpovězení je pro CONWIP systém důležité.
(Přeloženo z originálu “Frequently Asked Questions on CONWIP Systems – Part 1 a Frequently Asked Questions on CONWIP Systems – Part 2”, autorem je Christoph Roser na blogu www.allaboutlean.com)
Co je to výrobní sekvence?
Výrobní linka by se měla držet principu FIFO (First In, First Out), kdy první kus, který vstupuje do výrobního systému je také prvním kusem, který z toho systému vystupuje. Někteří autoři obecně hovoří o principu FIFS (First In System, First Served) nebo FCFS (First Come, First Served). Ve všech případech jde o situaci, kdy karta s nejstarším datem vstupu do systému by měla být zpracována jako první, pokud nezohledňujeme priority některých zakázek. V případě běžných proudových linek to není vůbec žádný problém, protože ty standardně využívají principu FIFO. Nicméně to funguje i v případě jobbingu, tj. v zakázkové výrobě s technologicky uspořádanými dílnami.
Spearman doporučuje využívání FIFO pravidla, a to i v případě kusů na přepracování, protože takové kusy by se jinak dostaly na konec procesu až dlouho po vymezeném čase, tudíž je lepší je nechat projít celým procesem, i když potřebují upravit či dodělat. Dle mého názoru však je možné v tomto případě FIFO porušit. Stejně tak si dokáži představit vnitropodnikový prioritní systém pro normální díly. Každopádně byste ale měli být schopni zajistit, aby na žádný díl v systému nebylo zapomenuto. Pokud je celý proces pouze na operátorech, tak ty složitější/méně příjemné/méně produktivní díly budou „zapomenuty“ a ponechány další směně.
Co se stalo se supermarketem?
Kanban systém má svůj supermarket na konci procesu. V takovém supermarketu jsou paralelní zakládací řady či regály pro každý typ produktu, podobně jako je tomu v systémech s principem FIFO. CONWIP systém může fungovat bez supermarketu, když jsou na konci procesu pouze běžné a normální zásoby. Opětovně platí, že pokud je v zásobách od určitého typu dílu více než jeden kus, ten nejstarší by měl být odeslán jako první. Každopádně, podobně jako v případě supermarketu, se i CONWIP karty vrací na začátek, ale jen za předpokladu, že díly k nim připojené opustí skladovací místo. Samozřejmě je možné pro navrácení CONWIP karet na začátek procesu využít i jiný přístup, kdy může být karta vrácena ještě před tím, než daný díl opustí skladovací místo.
Kdy přesně vracet karty?
Na jednu stranu dobrá otázka, ale na druhou stranu se v tomto případě autoři moc neshodnou. Existují dvě možnosti – buď vrátit kartu po odebrání dílu následujícím procesem či zákazníkem, nebo vrátit kartu hned jak je to možné po dokončení poslední operace v procesu. Oba přístupy jsou možné.
Při navracení karet až po odebrání dílu vznikají zásoby hotových produktů, čímž roste rozpracovaná výroba a budete se přibližovat stanovenému WIP limitu. Umožňuje to však používat supermarket a zabraňuje nadprodukci. Na druhou stranu ale budete potřebovat více karet, jelikož bude většina z nich uložena v supermarketu s díly. Naopak si ale musíte dát pozor, že méně karet neznamená méně zásob, protože pouze část vašich zásob bude mít karty, jelikož nejsou přiřazeny produktům, ale jejich množství. V každém případě tento přístup zajistí kompatibilitu s hybridním systémem Kanban-CONWIP.
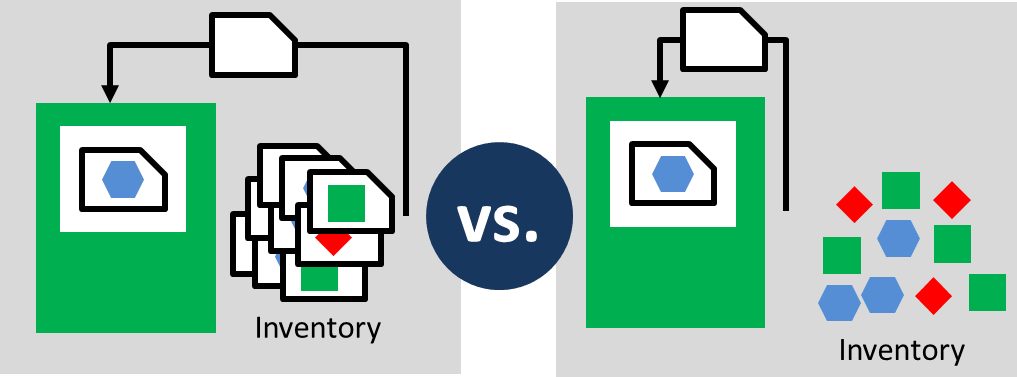
Navracení karet v nejdříve možné situaci, kdy je dokončen poslední proces, umožňuje lince, aby se neucpávala. Bude to sice vyžadovat méně CONWIP karet, ale na druhou stranu zde hrozí tvorba nadprodukce, o kterou nebude mít nikdo zájem.
Osobně bych zvolil raději tu první možnost, protože tím zabráníte nadprodukci, což je něco, čemu bych opravdu chtěl předcházet. Nicméně to vyžaduje správné zacházení se seznamem zakázek a jeho sekvencí. Je možné blokovat tento systém využitím všech CONWIP karet, i pro produkty, které ve skutečnosti nejsou potřebné, čímž vypotřebujete všechny karty a nezbydou vám další pro produkty, které pro změnu potřebné jsou. Tudíž špatná sekvence v seznamu zakázek může způsobit ucpání celého systému.
Kolik je potřeba CONWIP karet?
Stále zde píši o používání CONWIP karet. Jak u Kanbanu, tak i u CONWIPu jsou potřeba. A stejně tak jako v případě Kanbanu, i v případě CONWIPu se jedná o zásadní aspekt celého systému, který je často závislý na mnoha ohledech. Počet Kanban karet záleží na času doplnění a fluktuacích. Obdobně je to možné říci i u CONWIP karet, ale je to složitější na určení.
Jestliže vyrábíte své produkty na sklad, množství CONWIP karet by mělo odpovídat limitu WIP, při kterém funguje váš výrobní systém hladce a efektivně. Pokud ale také vyrábíte na zakázku, musíte počítat s rezervní strategickou zásobou kvůli poptávkovým a výrobním fluktuacím. Nemůžete jednoduše spočítat všechny díly a typy dohromady, protože byste sice skončili se správným množstvím, ale se špatným typem. Obdobně nemůžete nahlížet na všechny typy odděleně, jelikož v CONWIP systému na kartách nezohledňujete typy dílů.
Koneckonců bych doporučil metodu podobnou Kanbanu, která je mou oblíbenou. Jednoduše využívejte tolik karet, abyste zajistili, že váš výrobní systém bude hladce fungovat. Následně množství karet zredukujte, jak bude potřeba. Pokud se budete potýkat s opakujícími se problémy z důvodu nedostatku karet, můžete množství lehce zvýšit nebo se zaměřit na zeštíhlení vašeho systému.
Jak moc bychom měli používat linku?
Jednou z otázek je, jak moc či do jaké míry používat výrobní linku v CONWIP systému. Odpověď je vcelku snadná a stejná jako v případech ostatních výrobních linek v ostatních systémech, protože na samotném systému využívání linky nezávisí. Výrobní kapacita linky by měla odpovídat zákaznickému požadavku jak jen je to možné. Pokud požadavek zákazníka není nijak velký, můžete vyrábět méně a tedy i linku používat méně, ať už jde o menší počet směn, dní či hodin. Pokud však požadavek zákazníka převyšuje výrobní kapacitu, měla by být výrobní linka využívána co možná nejvíce, a zároveň musí být k dispozici dostatek času na údržbu, seřízení apod.
Každopádně platí, že když není poptávka či zákaznická objednávka, linka by měla být zastavena. Konkrétně v CONWIP systému také platí, že pokud jste vyprodukovali výrobky na příliš dlouho dopředu a jedná se o výrobku pro vzdálenější budoucnost, měli byste taktéž zastavit linku. Pokud máte například vyrobeny produkty na několik týdnů dopředu, myslíte si, že vážně potřebujete začínat vyrábět další produkty pro dalších několik týdnů? Sice to závisí na vašem systému, ale obecně je toho už tak přespříliš.
Funguje CONWIP v jobbingu?
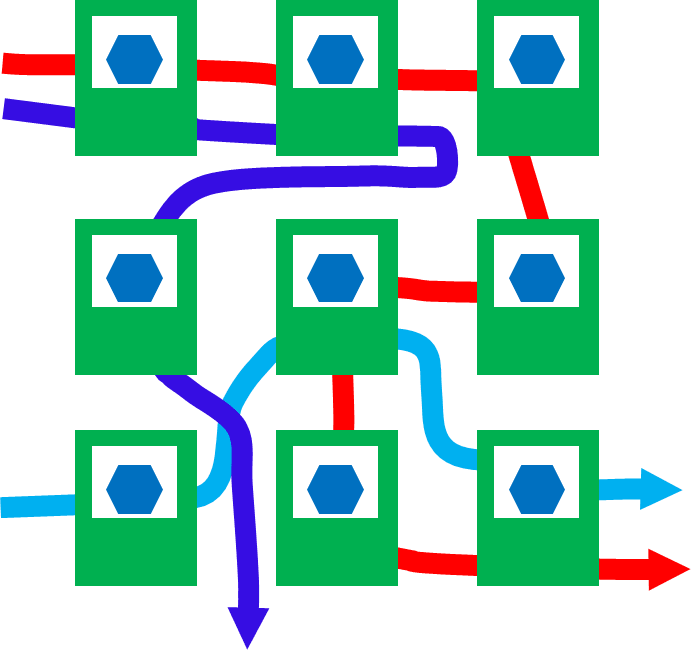
Kanban celkem dobře funguje v případě běžných velkovýrobních linek s jasným tokem materiálu. Může být však složitěji využívaný v jobbingu, tedy v zakázkové výrobě s výrazným množstvím výrobních typů a s velmi nepravidelným materiálovým tokem. CONWIP v takovém systému výroby fungovat nemůže, alespoň ne dle Spearmana. Já však věřím, že s několika omezeními může CONWIP v za této situace fungovat. Za všech okolností totiž musí platit, že všechny díly a výrobky opouštějící systém musí navrátit své karty, stejně jako všechny připravené zakázky musí počkat, než se nějaká volná CONWIP karta vrátí.
Vzhledem k tomu, že CONWIP karty s sebou nesou informaci o času vstupu do systému, má každý proces a každá operace v takto zakázkové a nepravidelné výrobě povědomí o tom, který díl či výrobek je zde nejdelší dobu. V každém procesu či operaci by měl být za každých okolností prvně zpracován výrobek či díl, u kterého je doba od vstupu do systému nejdelší, nikoliv u kterého je tato doba nejkratší, tedy který přišel v podstatě jako poslední. Všechny díly či výrobky tak budou mít v podstatě totožný čas průchodu systémem, tedy průběžnou dobu výroby. Vybalancováním průběžné doby výroby dosáhnete celkově hladšího zpracování napříč celým systémem.
Pro funkčnost CONWIP systému je nutné mít k dispozici více karet. Musíte však zohlednit, že kvůli podstatě jobbingu nemusí být napříč systémem rovnoměrné hodnoty rozpracovanosti a využití jednotlivých procesů. A v závislosti na variabilitě výrobkového mixu se bude v takovém systému i měnit pozice úzkého místa. Dodatečné CONWIP karty budou zadržovat změny tohoto rázu a zvyšovat průtok systémem, ale za cenu rozpracované výroby. Budete tedy muset najít kompromis mezi průtokem a rozpracovanou výrobou, ale využití více karet bude pravděpodobně lepším kompromisem proti pravidelné linkové výrobě.
Můžeme využít pouze jeden velký okruh?
Kanban systém je často rozdělován do několika okruhů. CONWIP systém je v literatuře běžně definován jedním velkým okruhem od úplného začátku až po úplný konec procesu. S tím však úplně nesouhlasím. V Kanbanu se obvykle doporučuje využívat tolik malých okruhů, jak je to jen možné, a to s využitím FIFO principu místo principu supermarketu. Existuje několik dobrých důvodů k využívání supermarketů místo FIFO a k rozdělení jednoho velkého okruhu na několik menších. Přišel jsem na deset různých důvodů.
U CONWIP systému je však několik menších rozdílů. Vzhledem k uvedení vstupního času na CONWIP kartě tento systém nespoléhá ani tak na FIFO princip jako spíše na právě tento vstupní čas, který definuje nejstarší položku v systému. Tudíž není nutné používat žádná pravidla, která by zajišťovaly dodržování sekvencí. Níže je uveden seznam deseti důvodů, proč a kdy používat princip supermarketu, které jsou navíc doplněny o změny ve vazbě na CONWIP systém.

- Supermarket a rozdílné velikosti výrobních dávek dle specifických procesů (platí i pro CONWIP.)
- Supermarket před zákazníkem (Pokud zvládnete zařídit, aby vám zákazníci vraceli karty.)
- Supermarket při rozdělování materiálových toků do jiných směrů (Místo principů FIFO a supermarketu můžete v CONWIP systému spoléhat na průběžnou dobu výroby uvedenou na kartě/kartách. Musíte však zabezpečit, aby se karty po rozdělení opět vrátily na stejnou výrobní linku. Paralelní procesy, resp. paralelní linky pro stejný výrobek vám v tomto případě moc nepomůžou, abyste nakonec měli všechny karty pouze na jedné lince.)
- Supermarket a velmi rozdílné cyklové časy (V tomto případě opět stačí spoléhat se na čas uvedený na kartě, který vám pomůže.)
- Supermarket a rozdílná směnnost (I v tomto případě opět platí, že se stačí spoléhat na čas uvedený na kartě, který vám pomůže.)
- Supermarket a výroba různých variant (V tomto případě by dávalo smysl rozdělení do několika různých okruhů. A nemusíte již na začátku procesu ke každému výrobku přikládat informaci o finálním produktu, např. v případě výroby automobilů nemusíte hned na začátku každému automobilu přiřadit jeho barvu, protože se barvou automobilu budete zabývat až v dalších krocích.)
- Supermarket a spojování materiálových toků (Opět zde platí, že čas uvedený na kartě zajistí správnou sekvenci zpracování.)
- Supermarket a velmi vzdálené procesy (Pokud se CONWIP karty budou vyskytovat napříč vaším výrobním systémem od Číny po USA, mohou jakékoliv fluktuace v dopravě narušit váš systém. Smysl tedy opět byl v rozdělení celého systému do více okruhů. Na druhou stranu při krátkém toku z jednoho konce haly na druhý bohatě postačuje využití pouze jednoho okruhu.)
- Supermarket a požadavky na vysokou flexibilitu a reakční čas (Dlouhý okruh má dlouhé časy dodání, ať už jde o CONWIP nebo Kanban. Naopak více krátkých okruhů má kratší časy dodání a hlavně jde o více pohotový systém.)
- Supermarket a odpovědnost (Tendence lidí se dohadovat o různých věcech může překračovat jakoukoliv logiku, kterou si v systému vytvoříte. Za účelem zachování rovnováhy a vyhnutí se svalování viny z jednoho člověka na druhého je lepší ponechávat každý okruh v jedné specifické oblasti po jednou zodpovědnou osobou.)
Koneckonců s CONWIP systémem nemusíte mít tolik okruhů jako s Kanbanem, tudíž může být jednoduší jej řídit a kontrolovat. Celkové pracovní vytížení však nebude zase o tolik menší, protože pracovníci musí hledat díly s nejstarší CONWIP kartou, tudíž budete mít sice méně administrativní práce, ale více práce pro pracovníky přímo ve výrobě. Bohužel zrovna administrativní oblast je standardně blíže rozhodovacím místům, což je pro výrobní oblast nevýhodné. Umím si však celkem lehce představit výrobní pracoviště, které se tomuto šikovně vyhne jenom tím, že tuto činnost prostě pracovníci nebudou dělat nebo tu budou odbývat. V takovém případě by opravdu bylo lepší využívat více menších okruhů. Na základě výzkumu můžu konstatovat, že neexistuje až tak velký rozdíl v rozpracovanosti mezi jednookruhovým a víceokruhovým Kanbanem, takže dosahují v podstatě stejného výkonu. Jsem si jistý, že to stejně tak platí i pro okruhy v CONWIP systému.
Shrnutí
Čím více se zabývám CONWIP systémem, tím více se mi zamlouvá a tím více se o něm dozvídám. CONWIP je užitečný systém podobný Kanbanu. Stejně jako v případě Kanbanu se jedná o systém založený na PULL principu, akorát je tedy více flexibilní při výrobě na zakázku. V posledním příspěvku této série se podívám na výhody a nevýhody CONWIP systému. Mezitím jděte a zlepšujte vaše procesy!
Přeloženo z příspěvků:
Frequently Asked Questions on CONWIP Systems – Part 1
Frequently Asked Questions on CONWIP Systems – Part 2
Autor: Prof. Dr. Christoph Roser
Přeložil: Pavel Ondra